Vad är en gummiknådare och hur är den uppbyggd
A gummiknådare — även kallad en intern mixer eller knådare av banbury-typ — är en sluten, högintensiv blandningsmaskin som används för att blanda rågummi med tillsatser som kimrök, svavel, acceleratorer, mjukgörare och processoljor. Till skillnad från öppna kvarnar, utför gummiknådaren blandning inuti en förseglad kammare, vilket dramatiskt minskar materialförlusten, förbättrar dispersionslikformigheten och tillåter bearbetning av temperaturkänsliga föreningar.
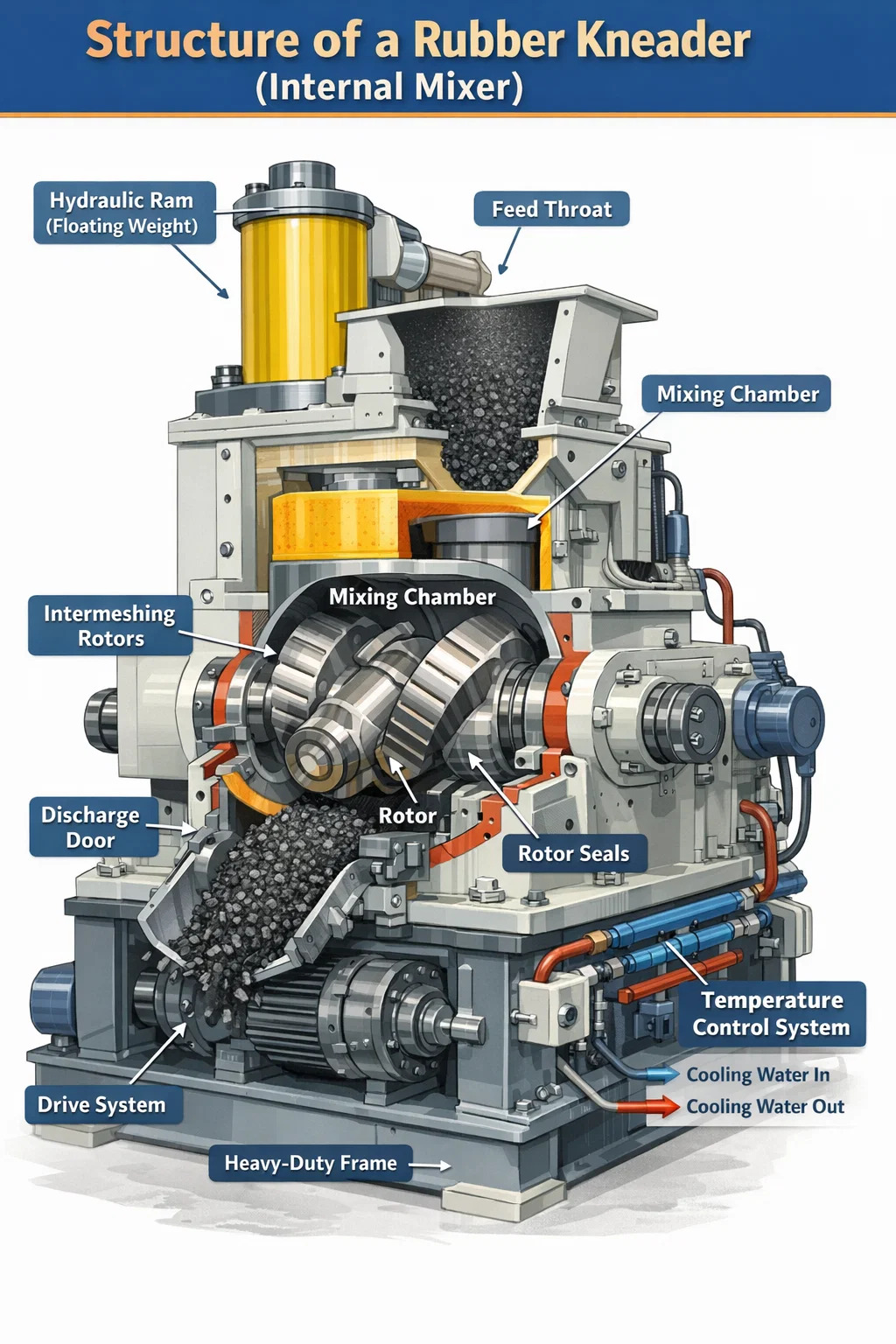
Kärnstrukturen i en gummiknådare består av sex primära system: blandningskammaren, rotorerna, hydraulcylindern (flytande vikt), utloppsdörrmekanismen, temperaturkontrollsystemet och drivsystemet. Var och en spelar en distinkt mekanisk roll, och att förstå hur de interagerar avslöjar varför interna knådare har blivit industristandarden för gummiblandningar inom däcktillverkning, tätningar, packningar, slangar och tekniska gummivaror.
Själva maskinkroppen är vanligtvis konstruerad av höghållfast gjutstål eller tillverkad stålplåt, med invändiga ytor härdade eller fodrade med slitstark legering för att motstå de enorma mekaniska krafterna som genereras under blandning - ofta över 500 kN i maskiner med stor kapacitet.
The Mixing Chamber: The Heart of the Rubber Kneader
Blandningskammaren är det slutna utrymmet där all blandning sker. Det är en åtta-figur formad hålighet bearbetad till extremt snäva toleranser, designad för att hysa två motroterande rotorer. Kammarens inre profil är inte cirkulär – dess väggar är utformade för att komplettera rotorgeometrin, vilket säkerställer att gummimassan kontinuerligt viks, klipps och återexponeras mot rotorytorna.
Kammarvolym är en av de primära specifikationerna som används för att klassificera gummiknådare. Maskiner i laboratorieskala kan ha kammarvolymer så små som 0,3 liter, medan interna blandare av produktionskvalitet som används i däckfabriker kan överstiga 650 liter. Vanliga industriella storlekar sträcker sig från 20L till 270L, med fyllningsfaktorer (förhållandet mellan gummiladdningsvikt och kammarvolym) vanligtvis inställda mellan 0,6 och 0,75.
Kammarväggarna innehåller ett omfattande nätverk av interna kyl- och värmekanaler . I moderna gummiknådare borras dessa kanaler direkt genom kammarkroppen och anslutna till ett temperaturkontrollsystem med sluten slinga. Exakt termisk hantering är avgörande – gummiviskositet, dispersionseffektivitet och blandningskvalitet beror alla på att satstemperaturen upprätthålls inom ett definierat fönster, ofta mellan 70°C och 160°C beroende på formuleringen.
Kammaren är uppdelad i två halvor - en överkropp och en underkropp - bultade ihop. Den nedre halvan innehåller utloppsdörrens gångjärn. Denna delade konstruktion ger åtkomst för inspektion, rengöring och byte av foder. Kammarfoder gjorda av härdat stål (vanligtvis med ythårdhetsvärden på 58–62 HRC) skyddar den strukturella kammarkroppen från abrasiva gummiblandningar och kan bytas ut oberoende utan att hela maskinen demonteras.
Rotorer: Den definierande komponenten i gummiknådardesignen
Rotorerna är de mekaniska elementen som faktiskt utför blandningsarbetet inuti kammaren. I en gummiknådare, två rotorer roterar i motsatta riktningar med ett fast hastighetsförhållande , typiskt 1:1,1 eller 1:1,2, vilket skapar en differentiell rotorhastighet som genererar intensiv skjuvspänning vid nyppunkten mellan rotorerna och mellan varje rötor och kammarväggen.
Rotorgeometri är en av de mest konstruerade aspekterna av en intern mixer. Det finns tre huvudsakliga rotortyper som används i moderna gummiknådare:
- Tvåvingade (elliptiska) rotorer: Den ursprungliga designen, kännetecknad av två spiralformade blad vridna längs rotoraxeln. Dessa genererar höga skjuvkrafter och är lämpliga för svårblandade föreningar, kolsvarta masterbatches och högviskösa gummin som naturgummi (NR) och EPDM. Spetsavståndet mellan rotorvingen och kammarväggen är vanligtvis 2–6 mm.
- Fyrvingade rotorer: Utvecklad för att förbättra dispersiv och distributiv blandning samtidigt. De extra vingarna ökar frekvensen av materialvikning och omorientering per varv, vilket möjliggör snabbare inkorporering av fyllmedel. Fyrvingade rotorer är nu standard i högproduktionsblandningslinjer för däckblandningar.
- Sexvingade (eller flervingade) rotorer: Används i applikationer som kräver exceptionellt fin dispersion av fyllmedel, såsom kiseldioxidbaserade däckblandningar där silankopplingseffektiviteten är kritisk. Dessa rotorer ger skonsammare, mer fördelaktig blandning med lägre topptemperaturer.
Rotoraxlarna är ihåliga och anslutna till temperaturkontrollsystemet, vilket gör att kylvätska eller ånga kan strömma genom insidan. Denna inre rotorkylning är väsentlig vid höghastighetsblandningsoperationer där friktionsvärmegenerering kan orsaka för tidig vulkanisering (anbränning) av blandningen. Rotorythastigheten i produktionsknådare varierar vanligtvis från 20 till 80 rpm , med vissa maskiner med variabel hastighet som kan arbeta över hela området inom en enda blandningscykel.
Rotorerna stöds i båda ändarna av kraftiga antifriktionsrullager som är inrymda i maskinens sidoramar. Lagerarrangemanget måste ta emot både radiella belastningar från gummiblandningstryck och axiella axialbelastningar som genereras av de spiralformade rotorvingarna. Lagerenheter i stora knådare är vanligtvis också vattenkylda, eftersom friktionsvärme vid lagersätena annars skulle minska livslängden avsevärt.
Rotortätningssystem
Där rotoraxlarna lämnar blandningskammaren genom sidoväggarna förhindrar ett tätningssystem gummiblandning från att läcka ut längs axeln. Detta är tekniskt sett ett av de mest utmanande områdena inom gummiknådardesign. Tätningen måste innehålla gummi vid tryck upp till 0,5–1,0 MPa medan axeln roterar med hastighet, allt medan kammarens inre har förhöjda temperaturer.
De flesta moderna gummiknådare använder ett av två tätningsarrangemang:
- Labyrinttätningar med gummipackning: En serie bearbetade spår och åsar skapar en slingrande bana som motstår sammansatt flöde. I kombination med packningsringar av komprimerad gummi ger detta arrangemang effektiv tätning för de flesta tillverkningsblandningar. Förpackningsbyte är en rutinunderhållsuppgift som utförs med några hundra driftstimmar.
- Mekaniska ansiktstätningar: Används i premiummaskiner och applikationer med stränga föroreningskrav. En roterande tätningsyta pressad mot ett stationärt säte ger en positiv barriär. Dessa tätningar kan vara luft- eller vattenkylda och erbjuder längre serviceintervall än tätningar av packningstyp.
Hydraulcylindern (flytande vikt): Tryckkontroll ovanför föreningen
Direkt ovanför blandningskammaren sitter den övre kolven, vanligen kallad den flytande vikten eller hydraulkolven. Detta är ett massivt stål- eller segjärnsblock format för att passa in i kammarens matarhals. Dess funktion är att täta toppen av blandningskammaren efter att materialet har laddats och att trycka nedåt på gummisatsen under blandningen.
Ramtryck är en av de viktigaste processvariablerna vid gummiknådardrift. Högre kolvtryck tvingar gummiblandningen till närmare kontakt med rotorerna, vilket ökar skjuvintensiteten och förbättrar spridningen. För högt tryck påskyndar dock slitaget på rotorn och kammaren. Ramtryck i produktionsmaskiner sträcker sig vanligtvis från 0,2 till 0,8 MPa, applicerat via en hydraulcylinder monterad ovanför matarhalsen.
Kolven styrs av en vertikal halscylinder - en exakt bearbetad passage som håller kolven centrerad och förhindrar sidorörelse under sammansatt tryck. En dammförsegling i botten av halsen förhindrar gummi från att vandra upp runt ramkroppen. Själva kolven är ofta kärnad och ansluten till kylvattenkretsen för att hantera värmeupptagningen från gummit under.
Hydraulcylindern som aktiverar kolven är monterad på en svängram ovanför maskinkroppen, vilket gör att den kan svänga fri när matarhalslocket öppnas för laddning. På automatiserade produktionslinjer styrs kolvcykeln av blandningsprogrammet - den stiger automatiskt när tippdörren öppnas för att frigöra satsen, och sjunker och låser sig omedelbart efter att nästa laddning har laddats.
I vissa nyare gummiknådarkonstruktioner, särskilt de som används för kiseldioxid-silanblandning, moduleras kolvtrycket dynamiskt under blandningscykeln - vilket minskar trycket tillfälligt under silaniseringsreaktionssteget för att förhindra överhettning, och ökar det sedan igen för slutlig dispergering. Detta kräver ett proportionellt hydrauliskt ventilsystem integrerat med maskinens styrenhet.
Urladdningsdörrmekanism: Frigör den blandade satsen
Utloppsdörren utgör botten av blandningskammaren. När blandningen är klar öppnas den här dörren nedåt (eller svänger åt sidan, beroende på design) för att frigöra den färdiga gummisatsen genom gravitation till en nedströmsanordning - vanligtvis en öppen kvarn, en dubbelskruvsextruder eller en satsvis kyltransportör.
Dörren manövreras av en hydraulcylinder och dess låsmekanism måste klara hela det inre kammartrycket under blandningen utan avböjning. Även mindre dörrflexer kan tillåta gummi att tränga in i dörrtätningsområdet, vilket påskyndar slitaget och orsakar kontaminering. Högkvalitativa gummiknådare använder flera låsbultar eller en kamlåsmekanism som fördelar klämkraften jämnt över dörrens omkrets.
Dörrytan (ytan som kommer i kontakt med gummiblandningen) är vanligtvis ytbelagd med en härdad slitplatta, som kan bytas ut oberoende. Dörrkroppen innehåller kylkanaler anslutna till samma krets som kammarväggarna. En tätningsring av gummi eller elastomer löper runt dörrens omkrets för att förhindra sammansatt läckage vid kammaren/dörrgränssnittet — denna tätning är en förbrukningsartikel som byts ut under schemalagt underhåll.
Utloppsdörrens öppningstid är en processparameter – snabbare öppning minskar den tid som blandningen utsätts för värme efter blandningsslut, vilket är avgörande för temperaturkänsliga föreningar som innehåller fördispergerade vulkaniseringsmedel. I höghastighetsproduktionslinjer, dörröppning och batchsläpp är klara inom 3–5 sekunder för att bibehålla genomströmningen.
Temperaturkontrollsystem: Hantera värme i hela gummiknådaren
Temperaturhantering är inte valfri i gummiknådardrift - det är ett grundläggande krav för blandningens kvalitet och processupprepbarhet. Temperaturkontrollsystemet omfattar tre värmeväxlarzoner: kammarväggarna, rotorkropparna och kolven. Varje zon kan styras oberoende.
De flesta tillverkade gummiknådare använder en sluten vattentemperaturkontrollenhet (TCU) som cirkulerar tempererat vatten genom alla tre zonerna. TCU:n kan värma vatten med hjälp av elektriska värmare eller ånginsprutning och kyla det med en värmeväxlare ansluten till anläggningens kylvattenförsörjning. Målvattentemperaturer varierar beroende på processsteg:
- Förvärmningssteg: 60–90°C vatten för att få kammaren till driftstemperatur före den första omgången av skiftet
- Blandningssteg: 20–40°C kylvatten för att absorbera friktionsvärme och förhindra övertemperatur av blandningen
- Rengöringssteg: Spola med hett vatten eller ånga för att mjuka upp rester för lättare borttagning
Sammansättningens temperatur övervakas av termoelement eller infraröda sensorer monterade i kammarväggen. Sammansatt temperaturåterkoppling i realtid används av maskinens styrsystem för att justera rotorhastighet, kolvtryck och kylvätskeflöde för att hålla partiet inom specifikationen. I vissa avancerade gummiknådarsystem avslutas blandningen automatiskt när blandningens temperatur når ett börvärde snarare än efter en fast tidscykel - denna så kallade temperaturkontrollerade dumpning är mer konsekvent än tidskontrollerad dumpning och minskar variabiliteten från sats till sats.
Detaljer för rotor och kammare kylkrets
Inuti varje ihålig rotor följer kylvätskekretsen vanligtvis ett spiral- eller hålmönster som maximerar ytkontaktytan. Roterande kopplingar (även kallade svivelleder) vid rotoraxeländarna ansluter de stationära kylvätsketillförselrören till den roterande rotorns inre utan läckage. Dessa är precisionskomponenter som kräver regelbunden inspektion och utbyte eftersom deras inre tätningar slits.
Kylkanaler för kammarväggen borras i ett serpentinmönster genom kammarblocket, vanligtvis med ett avstånd på 30–50 mm från mitt till centrum. Kylvätskeflödet genom dessa kanaler är utformat för att uppnå en värmeavledningskapacitet som är tillräcklig för maskinens märkeffekt — för en 270L knådare med en 2000 kW drivmotor måste kylsystemet kunna ta bort minst 1,5–2,0 MW värmeenergi kontinuerligt.
Drivsystem: Kraftöverföring till rotorerna
Drivsystemet för en gummiknådare består av elmotorn, hastighetsreduceraren (växellådan) och växelanordningen som driver de två rotorerna. Eftersom rotorerna måste rotera med ett fast varvtalsförhållande i förhållande till varandra, är de kopplade genom en sammankopplande växeluppsättning - timingdreven - som säkerställer synkronisering oavsett belastningsvariationer.
Huvuddrivmotorn är nästan universellt en AC-induktionsmotor med variabel frekvensstyrning (VFD) i moderna maskiner. Variabel hastighetsförmåga är väsentlig för att optimera blandningen i olika stadier av en blandningscykel - till exempel körning med låg hastighet under initialt balnedbrytning för att undvika överbelastning av motorn, och sedan accelerera till maximal hastighet för införande av fyllmedel. Motorkraft i produktion gummiknådare skalor med kammarvolym:
| Kammarvolym (L) | Typisk motoreffekt (kW) | Rotorhastighetsområde (rpm) | Vanlig applikation |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | Liten sats, specialföreningar |
| 75–120 | 500–900 | 20–70 | Mellanstort däck och industrigummi |
| 200–270 | 1500–2500 | 20–80 | Däckslitbaneblandning med hög volym |
| 400–650 | 3000–5000 | 15–60 | Storskalig däckproduktion |
Växellådan (varvtalsreduceraren) sänker motorvarvtalet till rotorns arbetshastighet samtidigt som vridmomentet multipliceras. I en gummiknådare måste växellådan klara extremt högt vridmoment — för en 2000 kW motor som kör rotorer med 40 rpm kan vridmomentet vid rotoraxeln överstiga 500 000 N·m. Växellådan är typiskt en parallellaxel eller rätvinkligt arrangemang med uppkolade och slipade spiralformade kugghjul, inrymd i ett robust gjutjärns- eller tillverkat stålhölje med forcerad smörjning.
En flexibel koppling mellan motor och växellåda absorberar stötbelastningar vid balhaveri - stöten när en rotor träffar en kall gummibal kan orsaka momentana vridmomentstoppar två till tre gånger det nominella arbetsmomentet. Utan en flexibel koppling skulle dessa spikar överföras direkt till växellådan och motoraxeln, vilket skulle orsaka för tidigt utmattningsfel.
Matstrupe och laddningssystem
Matarhalsen är den vertikala passagen ovanför blandningskammaren genom vilken gummi och tillsatser laddas. Vid manuell drift tappas gummibalar och vägda tillsatser i halsen av operatörer eller transportörer. I automatiserade blandningslinjer är matarhalsen försedd med en tippbricka eller pneumatisk ramhjälpanordning för att trycka ner material i kammaren mot motståndet från rotorerna.
Halsöppningens dimensioner är utformade för att acceptera standardstorlekar för gummibalar - en 270L knådare har vanligtvis en halsöppning på cirka 600 mm × 400 mm. Ett svängbart dammskydd eller flik stänger halsen efter laddning för att hålla damm och ångor under blandning. Vissa maskiner har också en rökutsugsport i halskåpan ansluten till ett centralt ventilationssystem - detta är särskilt viktigt när man blandar föreningar som innehåller kimrök, svavel eller flyktiga processoljor.
Injektion av flytande ingredienser - för processoljor, flytande silaner eller speciella tillsatser - görs ofta via portar som är monterade direkt i kammarväggen eller genom kolvens kropp. Dessa insprutningsmunstycken måste utformas för att motstå kammartryck och temperatur samtidigt som de levererar exakta uppmätta volymer, vanligtvis kontrollerade av kugghjulspumpens doseringssystem integrerade med blandningsprogrammet.
Maskinram och strukturella komponenter
Hela gummiknådarenheten är monterad på en tung strukturell basram tillverkad av tjock stålplåt eller gjutgods. Denna ram absorberar reaktionskrafterna från blandningsprocessen och överför dem till fundamentet. Krafterna som är involverade är betydande - en stor produktionsknådare genererar rotorseparerande krafter (kraften som trycker isär rotorerna på grund av gummitryck) som kan nå flera hundra kilonewton under toppbelastningar.
De två sidoramarna, en på varje sida av blandningskammaren, bär rotorlagren och ger den strukturella förbindelsen mellan kammaren och basen. Dessa är ofta de mest belastade komponenterna i maskinen och är tillverkade av nodulärt gjutjärn eller kraftigt tillverkat stål med generösa kälradier för att minska spänningskoncentrationen.
Vibrationsisolerande fästen mellan knådarens basram och byggnadsfundament är standard på moderna installationer. En fullastad stor gummiknådare under balnedbrytning genererar betydande vibrationer — utan isolering kan detta överföras till byggnadsstrukturen och påverka närliggande instrumentering eller orsaka utmattningssprickor i ankarbultar med tiden.
Styrsystem och instrumentering i moderna gummiknådare
Samtida gummiknådare är utrustade med PLC-baserade styrsystem som hanterar hela blandningscykeln automatiskt. Styrsystemet övervakar och registrerar en kontinuerlig ström av processdata:
- Sammansättningens temperatur (mätt via kammarväggstermoelement eller infraröd pyrometer riktad mot substansen genom en siktport)
- Rotorhastighet (rpm), steglöst justerbar av VFD
- Motorströmförbrukning, som är proportionell mot sammansatt viskositet och fungerar som ett indirekt mått på blandningsenergitillförseln
- Specifik energitillförsel (kWh/kg), ackumulerad under hela blandningscykeln
- Ramposition och tryck
- Kylvätskeinlopps- och utloppstemperaturer för varje kylzon
- Dumpdörrens läge (öppen/stängd förregling)
Specifik energitillförsel är utan tvekan den mest tillförlitliga indikatorn på blandningens fullständighet för många gummiblandningar — spridning av kimrök, till exempel, är nära korrelerad med den ackumulerade energitillförseln per kilogram förening snarare än med tiden enbart. Moderna gummiknådarkontroller gör att blandningsprogram kan definieras av energislutpunkt snarare än tidsslutpunkt, vilket automatiskt kompenserar för variationer i råmaterialviskositet mellan batcherna.
All batchdata loggas till en databas för kvalitetsspårbarhet. Integration med Manufacturing Execution Systems (MES) gör att varje batchpost kan kopplas till råmaterialpartinummer, operatörs-ID och nedströms sammansatta testresultat, vilket möjliggör rotorsaksanalys när kvalitetsavvikelser uppstår.
Viktiga strukturella skillnader mellan gummiknådartyper
Inte alla gummiknådare delar identiska strukturella konfigurationer. Det finns flera designvariationer för att möta olika produktionskrav:
Tangentiella vs interingripande rotorknådare
I en tangentiell rotorknådare (den klassiska Banbury-designen) roterar de två rotorerna i separata cirkulära banor som tangerar varandra - rotorvingarna låser inte ihop. Detta skapar en stor blandningszon mellan rotorerna där intensiv skjuvning sker, vilket gör tangentiella knådare mycket effektiva för dispersiv blandning av förstärkande fyllmedel. Majoriteten av tillverkade internblandare över hela världen använder tangentiella rotorer.
I en ingripande rotorknådare (som GK-serien av HF Mixing eller F-serien av Farrel Pomini), är rotorerna placerade närmare varandra och deras vingar överlappar och griper in i varandra när de roterar - liknande konceptet som en dubbelskruvsextruder men med mycket kortare, tjockare rörelser. Denna design genererar ett distinkt annorlunda flödesmönster, vilket ger bättre fördelningsblandning och lägre blandningstemperaturer, till priset av något lägre dispersiv blandningsintensitet. Ingripande knådare är att föredra för värmekänsligt silikongummi, fluorelastomerer och föreningar där temperaturkontroll är avgörande.
Upp och ner (omvända) utloppsknådare
Vissa gummiknådarkonstruktioner - särskilt de som används i kontinuerliga eller halvkontinuerliga bearbetningslinjer - matas inte ut genom en bottendörr utan genom att luta hela blandningskammarenheten så att kammaröppningen är vänd nedåt och blandningen faller ut. Denna upp och nedvända utmatningsdesign möjliggör snabbare satsfrisättning och enklare integration med nedströms bearbetningsutrustning placerad direkt under knådaren. Den strukturella innebörden är en betydligt mer komplex maskinram med en tiltmekanism och hydrauliskt låssystem.
Open Top (Sigma Blade) knådare vs. stängda Banbury-typ knådare
Det är värt att notera att i vissa branschsammanhang hänvisar termen "gummiknådare" även till Z-blads- eller sigmablads-batchknådare - trågformade maskiner med öppen topp och två motroterande sigma- eller Z-formade blad. Dessa skiljer sig strukturellt ganska mycket från den slutna interna blandaren som beskrivs i den här artikeln. Sigmas bladknådare saknar kolv och tätningssystem, arbetar vid atmosfärstryck och används oftare för silikongummiblandningar, termoplastiska elastomerer och limberedning snarare än för gummiblandningar med hög fyllighet.
Slitdelar och underhållskritiska strukturella element
Att förstå strukturen hos en gummiknådare innebär också att veta vilka komponenter som slits och kräver periodiskt utbyte. De viktigaste plaggen är:
- Rotortips: Vingspetsarna upplever den högsta kontaktspänningen med kammarväggen. I vissa utföranden är rotorspetsarna uppbyggda med hårdsvetsöverlägg som kan återanbringas på plats. I andra byts hela rotorn ut när spetsslitaget överskrider toleransen - vanligtvis när spets-till-vägg-spelet har vuxit från dess designade värde (2–5 mm) till mer än 8–10 mm, vid vilken punkt blandningseffektiviteten försämras mätbart.
- Kammarfoder: Väggbeklädnadssektionerna är utbytbara slitplåtar, vanligtvis 30–50 mm tjocka, bultade eller krympmonterade i kammarkroppen. Livslängden varierar från några månader vid användning av slipmedel till flera år vid mild användning.
- Rotorändtätningar (packning): Byts ut var 300–1000:e drifttimme beroende på blandningstyp och rotorhastighet. Uppskjutet packningsbyte leder till sammansatt kontaminering av lagerområdet och dramatiskt accelererat lagerslitage.
- Utloppsdörrstätning: Den elastomeriska omkretstätningen på utloppsdörren byts ut under schemalagda avstängningar, vanligtvis var 3–6 månad vid kontinuerlig produktion.
- Roterande kopplingar på rotorkylkretsar: Inspekteras och byggs om årligen i de flesta anläggningar, eftersom tätningsslitage i dessa komponenter kan orsaka att kylvätska tränger in i lagerhusen.
Planerade underhållsintervaller för gummiknådare i däckproduktionsanläggningar är vanligtvis uppbyggda kring 8-timmars produktionsskift, med mindre inspektioner varje skift, mellankontroller varje vecka och större översyn årligen eller var 5 000–8 000 drifttimme. En välskött 270L gummiknådare kan uppnå en mekanisk tillgänglighet som överstiger 95 % i kontinuerlig treskiftsdrift.